Ing Juan Ventura Rams Veranes
Centro Tecnico dello sviluppo della ricostruzione - Santiago de Cuba
Introduzione:
Nel processo di lavorazione della roccia ornamentale hanno un ruolo principale le macchine da taglio e in esse l’elemento attivo è il disco diamantato che è il pezzo chiave nella realizzazione del taglio.
Delle macchine da taglio è fondamentale conoscere come caratteristica principale qual’è lo spessore massimo che la macchina può tagliare in una sola volta per poter sapere quali sono le sue possibilità di taglio, anche per- ché segare un pezzo in due volte ( da ambedue le facce) crea delle grosse perdite di tempo dovuta all’ulteriore necessità di livellare e posizionare i pezzi in modo tale che le facce coincidano con esattezza. Queste perdite di tempo sono molto onerose sull’intero processo produttivo ed è per questo che per garantire un flusso efficace della produzione si realizzano i tagli in una sola volta anche se per farlo c’è bisogno di utilizzare delle macchine più potenti e di conseguenza più costose.
Fino ad oggi sulla bibliografia tecnica specializzata in questo campo, si fa solo riferimento al fatto che la possibilità di taglio dei dischi girano intorno ad un terzo (1/3) del diametro di essi stessi e come ben sappiamo pochi millimetri possono decidere se una macchina può realizzare un lavoro o meno.
Riteniamo opportuno fare conoscere il modo in cui si può calcolare con precisione le possibilità di taglio
Per garantire l’attacco all’asse motore onde evitare lo spostamento laterale dello stesso, si dispongono due piattini ad ambedue i lati di questo. Questi piattini hanno un diametro corrispondente al diametro del disco perché se fossero molto piccoli non potrebbero raggiungere il loro scopo, e se fossero molto grandi le possibilità di taglio sarebbero troppo ridotte. Da queste premesse s’intende che per ogni diametro di disco esiste un diametro ottimo di piattino. (tabella n&Mac176;
1).Partendo dagli elementi esposti nella Fig. possiamo stabilire che le possibilità di taglio del disco diamantato si possono determinare da:
Cc = (D - d)/2 - µ
In mm. (1)
Da
Cc - Possibilità di taglio del disco.
D - Diametro del disco in mm.
d - Diametro dei piattini in mm.
µ- Spazio di tolleranza necessaria tra il pezzo da tagliare e i piattini per evitare degli inceppamenti,fratture ecc. Questa tolleranza varia dagli 8mm ai 10 mm.
Questa equazione è valida anche per altri tipi di dischi di seghe circolari.
PRONOSTICI DEI PARAMETRI DELLE MACCHINE DA TAGLIO.
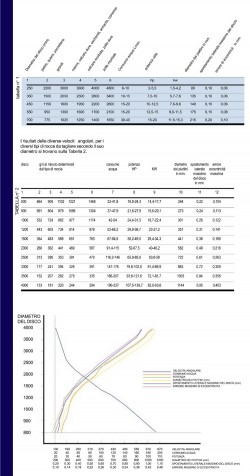
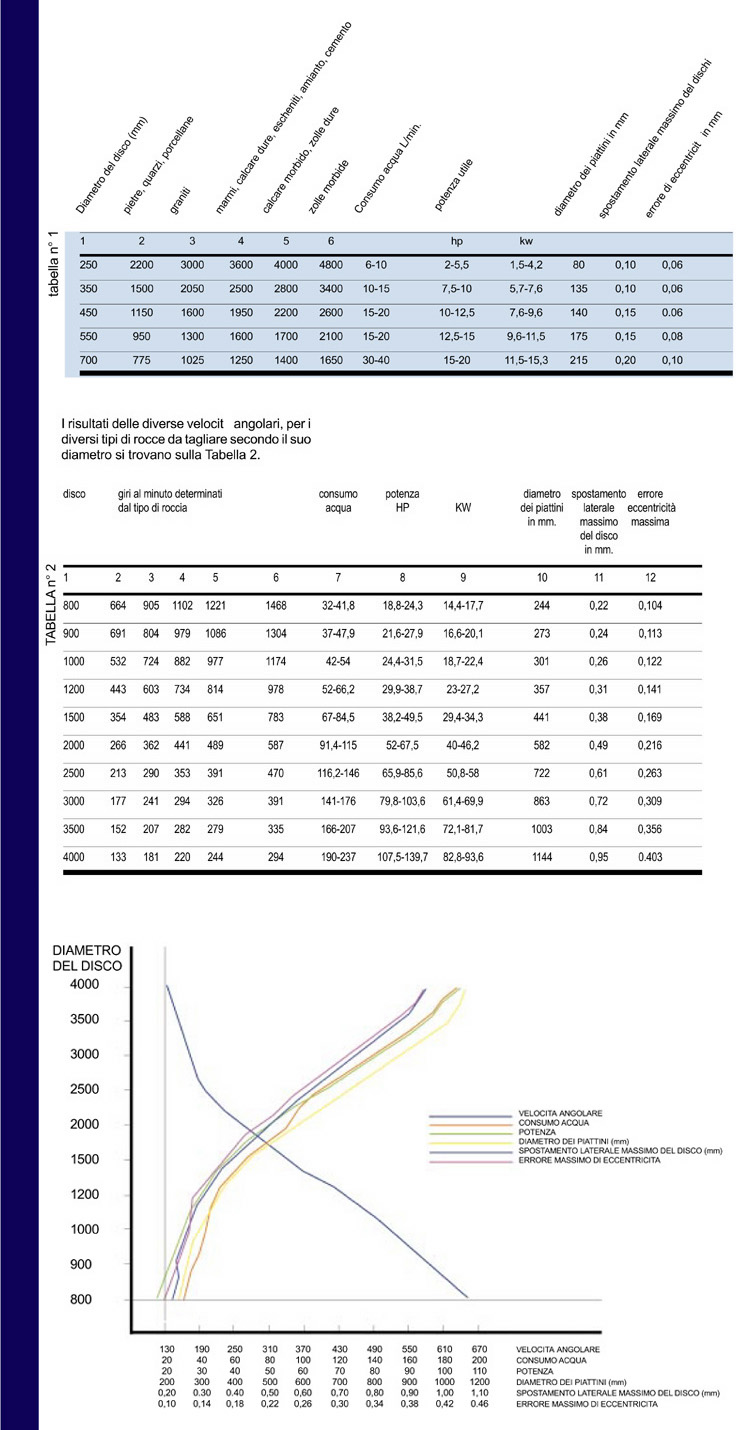
La Tabella 1 è stata creata da una ditta fabbricante attrezzature per la lavorazione delle rocce ornamentali. In questa sono riuniti i parametri di lavoro per le macchine da taglio secondo il diametro del disco. Ovviamente la difficoltà che si presenta sulla tabella è che arriva solo a 700 mm. di diametro del disco, il che è una limitante nei casi in cui sia necessario installare un disco più grande o costruire una macchina da taglio.
Come si può osservare sulla Tabella 1 tutti i parametri aumentano nella misura in cui aumenta il diametro del disco, eccetto il numero di giri al minuto che occorre per ogni tipo di roccia.
Per pronosticare i valori che avrebbero i parametri per i dischi con un diametro maggiore per esempio fino a 4000 mm. procediamo nella seguente maniera:
1 ) Determinare la velocità lineare per ogni<br>tipo di roccia:Sappiamo che la velocità lineare (v) è uguale al prodotto della Velocità angolare (W) per la distanza dal centro del disco al bordo dello stesso (D/2), ossia:
v = W D / 2 (2)
Avvalendoci dell’equazione 2 determiniamo la velocità lineare per ogni tipo di roccia e osserviamo che i valori sono approssimativi, quindi prendiamo la velocità lineare media (v) tra le cinque ottenute partendo dalla Tabella 1.
2) Determinazione della velocità angolare (W) per ogni tipo di roccia: Una volta ottenute le velocità lineari medie (v) per ogni tipo di roccia, prendiamo la velocità angolare risultata dall’equazione 2 e sostituiamo alla velocità lineare (v) la velocità media (v) ottenendo cosi la velocità angolare secondo il diametro, ovvero:
W = 2 v / D (3)
I risultati delle diverse velocità angolari, per i diversi tipi di rocce da tagliare secondo il suo diametro si trovano sulla Tabella 2.
3. Determinazione dei parametri restanti: Per questo usiamo la teoria della co-relazione regressione. Nella pratica del trattamento e analisi dei dati iniziali, frequentemente ha luogo l’allacciamento stocastico (casuale) complesso tra gli indicatori. Questo allacciamento funzionale può esistere tra magnitudini casuali (diametro dei piattini, consumo d’acqua, potenza utile, spostamento laterale, ecc.), ma in ogni caso tra di essi possono presentarsi allacciamenti di un altro genere la cui rivelazione è che uno di loro reagisce con la variazione dell’altro cambiando la sua legge di distribuzione.
Questo significa che i dati esaminati ci presentano un allacciamento stocastico. I risultati della Tabella 2 sono stati ottenuti tramite il pronostico di una regressione multipla, separando i dati in sottogruppi di 3 ossia: il diametro del disco contro lo spostamento laterale massimo ammissibile, potenza e diametro dei piattini. L’altro sottogruppo si è formato con il diametro del disco contro il diametro dei piattini, consumo d’acqua e l’eccentricità massima ammissibile.
In seguito esponiamo l’equazione dell’allacciamento ottenuto da uno dei sottogruppi:
y = a (-63,55) + b (130,70) + c (0,173 + 4,3078)
Da:
y =Diametro del disco.
a =Potenza.
b =Diametro dei piattini.
c = spostamento laterale massimo<br>ammissibile.
Il coefficiente di co-relazione e risultato d’essere: R = 09999 e il coefficiente di determinazione è stato R2 = 0,999S Questo evidenzia che l’equazione ottenuta è ben determinata. La dipendenza dei parametri prima nominati con il diametro del disco la possiamo osservare con il Grafico N&Mac176; 1. Con questo grafico partendo dal diametro possiamo conoscere i suoi valori e cosi intercettare la curva data. In uguale maniera possiamo ottenere tramite l’interpolazione dei valori di questi parametri per dei diametri di dischi che non siano dentro la tabella
CONCLUSIONI:
1. Nel presente lavoro si mette a disposizione un’equazione che ci permette di calcolare la capacità di taglio dei dischi diamantati o simili a questi. Questa è di grande utilità agli specialisti che lavorano nel campo delle rocce ornamentali.
2. Con i risultati della Tabella 2 si vuole rivolgere alle varietà di dischi che esistono ad oggi nel mercato, dando la possibilità di conoscere in precedenza i parametri necessari per realizzare qualsiasi modificazione o costruzione.
3. L’applicazione della teoria co-relazione regressione ci permette di conoscere i nuovi parametri che avrebbero le macchine da taglio nel caso in cui si fabbricassero dischi più grandi di 4000 mm.
Bibliografia:
Manual de rocas ornamentales. Prospección, explotación, elaboracion y colocacion. 696 Pág Editorial Entorno Gráfico. S.L. Madrid, España 1995. GlebnikoY, A.B; Pablov, S P: La estadìtica Matemática en la Topografía Minera Editorial Nedra Moscú 1985 Rizhov. P A: Estadistica Matemática en la Mineria 288 Pag Editorial Escuela Superior, Moscú 1973 Sears, Francis W; Zemansky, Mark W: Física General. Editorial Cienciz y Técnica, 1040 Pág La Habana Cuba 1969
Business Work Stone. numero 4, año 2 - 92 pag Milán, Italia Mayo, Junio 1994 Stone World. vol 11 No 5, 150 Pág. New Jersey USA May 1994
Questo studio è stato elaborato dall’Ing. Juan Ventura Rams Veranes del Centro Tecnico dello sviluppo della ricostruzione - sede di Santiago de Cuba e professor aggiunto dell’Istituto Superiore Minieri-mettallurgico de Moa - Cuba Traduzione e adattamento editoriale ing. Claudio Bianchi - Follonica GR


{kind=link}